Kompleksowa wymiana przegrzewacza oraz rur stropowych
Miejsce realizacji: Austria
Wykonawca: PRO-Welding Industry Services – zespół 30 certyfikowanych specjalistów
Charakter prac: Wymiana przegrzewacza oraz rur stropowych kotła, z uwzględnieniem wysokich wymagań montażowych, logistycznych oraz zachowania pełnej dyscypliny technologicznej, spawanie metodą TIG (141)
PRO-WELDING INDUSTRY SERVICES
ETAPY PROJEKTU I KLUCZOWE WYZWANIA
1. Zabezpieczenie geometrii konstrukcji kotła
Prace rozpoczęto od etapu przygotowawczego, którego celem było zachowanie integralności oraz geometrii konstrukcji. Ze względu na ryzyko niekontrolowanych przemieszczeń kolektorów wynikających z ciężaru własnego elementów oraz uwalniania naprężeń po demontażu istniejących rur, zastosowano:
System blokad i usztywnień – wykonano tymczasowe zamocowania komór, zapewniające stabilność układu podczas demontażu i montażu.
Wymianę sekwencyjną – zrezygnowano z masowego wycinania rur na rzecz etapowej wymiany, co pozwoliło na utrzymanie prawidłowej geometrii stropu i bezproblemowe pasowanie nowych elementów bez wprowadzania dodatkowych naprężeń montażowych.
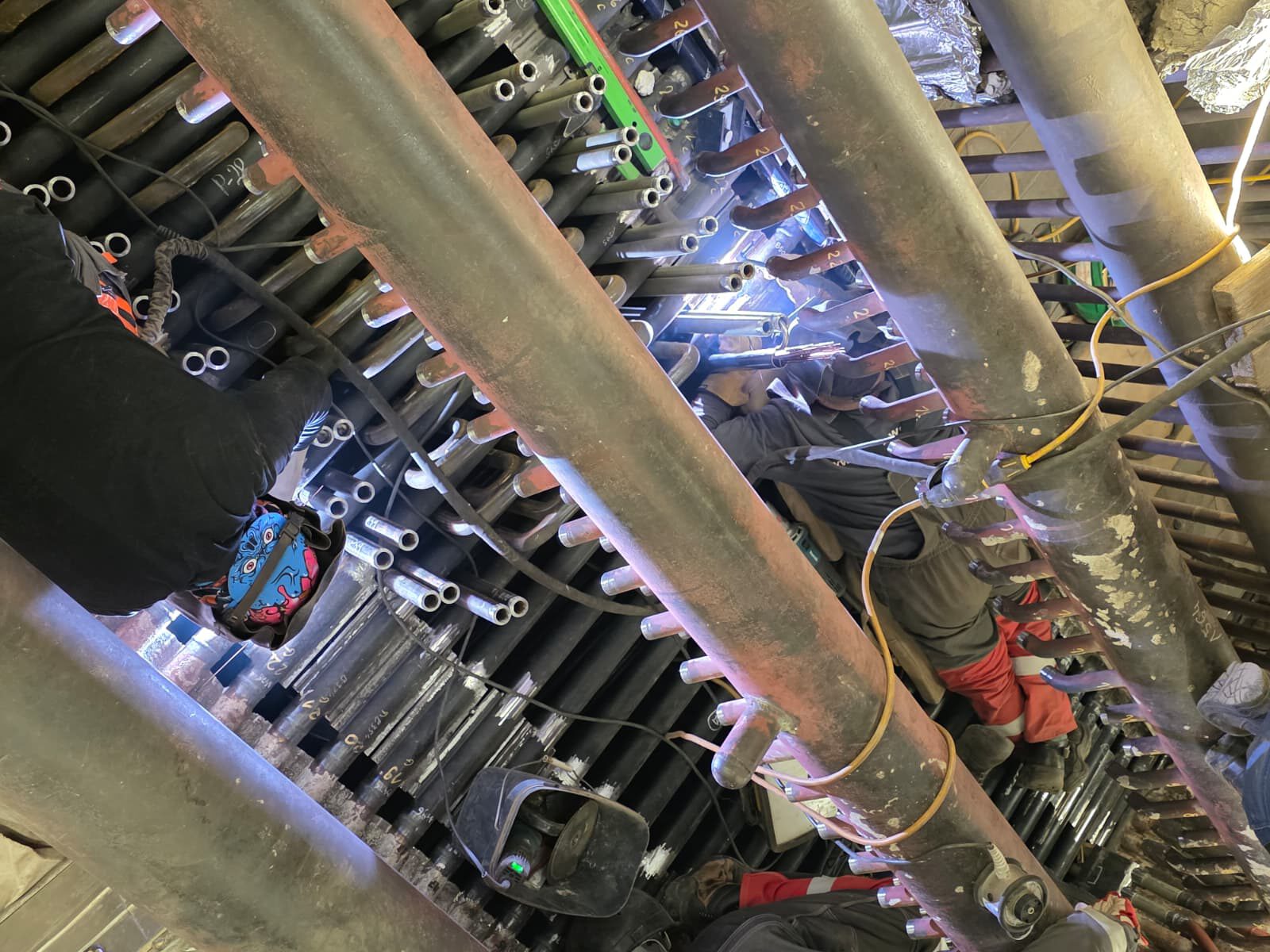
2. Organizacja prac w warunkach ograniczonej przestrzeni
Istotnym wyzwaniem projektu była konieczność prowadzenia prac przez dużą liczbę specjalistów w bardzo ograniczonej przestrzeni roboczej. Kluczowe znaczenie miała precyzyjna koordynacja działań:
Zarządzanie zespołami – opracowano szczegółowy harmonogram wejść na stanowiska pracy dla monterów, spawaczy oraz ekip badań (NDT). Zastosowanie pracy w takim systemie pozwoliło uniknąć kolizji oraz przestojów.
Logistyka wewnętrzna – z uwagi na brak przestrzeni buforowej, transport elementów wężownic oraz materiałów był ściśle zsynchronizowany z postępem montażu. Każdy etap logistyczny był planowany z uwzględnieniem maksymalnego wykorzystania dostępnych ciągów komunikacyjnych.
3. Dyscyplina technologiczna i kontrola jakości
Pomimo krótkiego terminu realizacji, projekt prowadzono bez kompromisów w zakresie jakości wykonania:
Spawanie metodą TIG (141) – zastosowanie tej technologii umożliwiło uzyskanie spoin o wysokich parametrach wytrzymałościowych i jakościowych, istotnych dla elementów pracujących pod ciśnieniem.
Pełna kontrola NDT – 100% wykonanych połączeń spawalniczych zostało poddanych badaniom radiograficznym (RTG). Wysokie kwalifikacje zespołu pozwoliły na uzyskanie pozytywnych wyników badań przy pierwszym podejściu, co miało kluczowe znaczenie dla dotrzymania harmonogramu.